
QB/T 3666一1999
前 言
本标准是原专业标准 ZB/TY 91012-1989 QSL 1-4型离心筛浆机》,经由国轻行
(1999) 112号文发布转化标准号为QB/T 3666-1999,内容不变。
本标准由国家轻工业局行业管理司提出。
本标准由全国轻 工机械标准化技术委员会归口。
本标准由上海造纸机械总厂沪光分厂负责起草。
本标准主要起草人:蔡锦雄。
本标准自实施之日起,同时代替原轻I_业部发布的轻_「专业标准 ZB/TY 91012-1989
KZSL 1.4型离心筛浆机》。
中华人民共和国轻工行业标准 QB/T 3666一1999
ZSL 1-4型离心筛浆机 代替 ZB/TY 91012-1989
主肠内容与适用范围
本标准规定了ZSL 1~4型离心筛桨机 (以下简称离心筛)的型式、基本参数和技术条
件
本标准适用于制浆造纸厂经除节、洗净后的粗浆筛选用的离心筛。
引用标准
QB842 轻工机械衡器通用技术条件
GB 1184 形状和位置公差 未注公差的规定
GB 1074。 纸浆尘埃度的测定法
3 术 语
3.1 良浆— 粗浆经离心筛筛选后分离出来的合格部分
3.2 尾浆— 粗浆经离心筛筛选后分离出来的非合格部分。
3.3 生产能力— 离心筛在单位工作时间所获得的风干良浆量。
3.4 筛选效率— 离心筛筛除粗浆中尘埃的效率。
4 产 品 分类
4.1 型 式
4.1.1 离心筛转子叶片分为碳素钢和不锈钢二种。
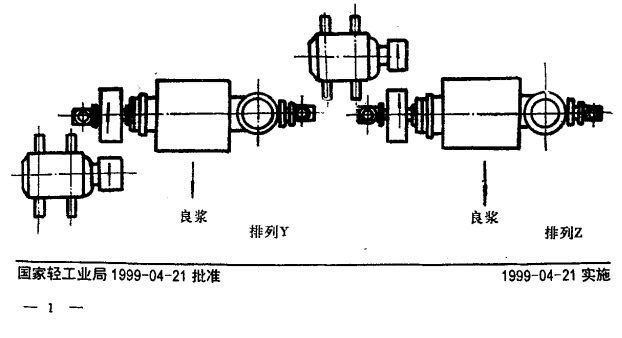
4.1.2 离心筛按下图电动机布置可分为二种排列方式。
5 技 术 要 求
5.飞 离心筛须按照规定程序批准的图样及有关技术文件制造。
5.2 离心筛的制造须符合QB 842的规定。
5.3 使用性能
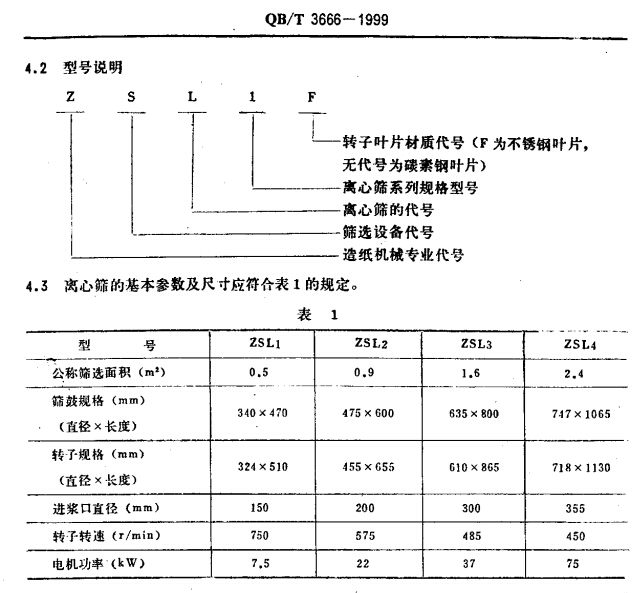
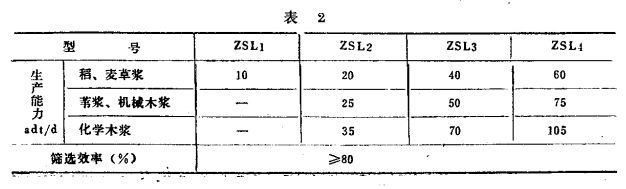
离心筛的生产能力和筛选效率不低于表 2的规定。
QB/T 3666-1999
5.4 加工质量要录
5.4.1 转子
转子轴上装三角皮带轮处对两支承轴颈公共轴b线的径向圆跳动应符合GB 1184的级精度要求,转子外缘对两支承轴颈公共轴心线的径向圆跳动应符合GB 1184的11级精度要求,转子须校静乎衡,其不平衡最在转子大圆盘边缘上不得超过转子自重的0.001.
5.4.2 筛板
筛板内表面与筛孔边缘不得有肉眼可见毛刺, 筛孔分布均匀,不得有委孔;筛孔直径尺寸偏差为10.10mmo
5.5 装配质量
5.5.1 所有零件必须经检验合格,配套产品必须有合格证明文件,方可进人装配。
5.5.2 总装配后,用手盘动转子,转子转动应轻便灵活,无阻卡现象。
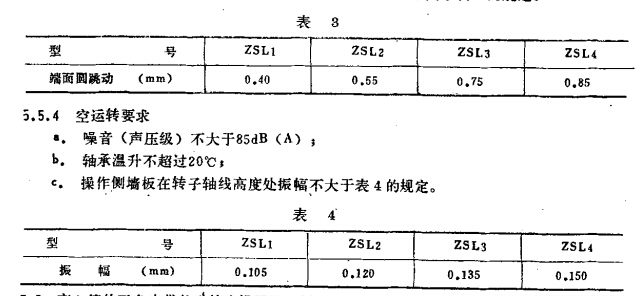
5.5。3 两墙板的内端外平面对转子回转轴线的端面圆跳动不大于表3的规定。
5.6 离心筛的三角皮带传动处应设置防护罩。
5.了 外观要求
离心筛的油漆涂层要求符合QB 842.7的规定。
6 试验方法
6.1 使用性能试验条件
离心筛前须设置进浆箱,进浆桨位在离心筛中心线1.2--2.4m的高度范围内,进紫浆位墓本稳定,并应满管进浆s 进浆浓度须基本上能稳定在0.800^3写的某一浓度值内f两端稀释水压能在50--150kPa范围内单独调节,并波动量较小;良桨浓度为。.6% -1.5Y,尾浆量控制在进浆量的10%左右,QB/T 3666一1999良浆与尾桨排放通畅。
6.2 生产能力试验
生产能力的测定数据,从良浆浆池采史,其生产能力Q按公式 (1)计算。
n- 24V,,, …… ”.........................一 门 ) 、 K.T ’一’
式中:Q— 生产能力,adt/d;
V— 良浆池内浆的容积,,3 ,
,— 良浆池内浆的平均绝干浓度,%;
P— 良浆池内浆的密度,t/ms,取P=It/m';
K— 风干浆与绝干浆的转换系数,取K=0.91
T- 离心筛运行时间,h.
6.3 筛选效率试验
6.3.1 测定良浆浓度和尘埃度的浆样在桨池内良浆充分搅伴均匀的情况下取样,测定进浆尘埃度浆样在进浆箱上取样。
6.3.2 谛选效率按公式 (2)
筛选效率 (%)=
计算。
进浆平均尘埃度 一良浆平均尘埃度进浆平均尘埃度 x100% ...·..… … (2)
6.3.3 尘埃度按GB 10740规定进行测定 (小于0.3mm'尘埃面积不计)。
6.4 转子静平衡检验应在导轨式静平衡架上进行。
已.b 两墙板内端外平面的端面圆跳动的测量把百分表固定在转子叶片上,将转子旋转一周测出测显圆周直径,见表
5.

6.6 空运转试验
6.6.1 离心筛连续空运转时间不少于2h,
6.6.2 噪音侧试方法
将声级计置于离心筛外廊1 m处取4点,测高为转子轴线位置,测量时封闭良浆口与排渣口。
6.6.3 墙板振幅测试方法用百分表测出。
6.6.4 轴承温升测试,把测温仪触及轴承测出。
检验规则
7.1 离心筛应经制造厂检验部门按标准检查合格后,J卜附有产品合格证方可出厂。
7.2 离心筛检验分出厂检J全和塑式检验。
7.3 出厂检验
QB/T 3666一1999
7月.1 离心筛应在制造厂内进行出厂检验。
7.3.2 出厂检验项目及要求
加工及装配质量检验应符合5.4和5.5条规定,其中加工质量允许检查记录,空运转试验按6.5条规定进行,其中噪音、振幅、温升侧试允许每批抽一台测出具
体数值,侧试结果应符合5.5.4条规定,外观质量检验采用目测方法,检验结果应符合5.了条规定。
7.4 型式检验
7.4.1 当新产品试制定型或老产品转厂生产或上级质量监督机构提出要求时进行型式检验。
7.4.2 型式检验的项目及要求
出厂检验的项目,按7.3条进行;
d. 产品性能检验应进行生产能力和筛选效率的测定,检验结果应符合5.3条规定,检验方法按6.1-6.3条规定;产品性能试验在J口户J一进行,当制造广提供具有生产能力和筛选效率的用户使用报告时,可免做产品性能试验。
8 标志、包装、运辐、贮存
8.1 标志
8.1。1 产品标志内容包括:
.产品名称,
产品型号;
产品的主要参数;
出厂编号、11期; 制造)一名。
8.1.2 转子旋转方向标志为红色简头,可采用标牌或涂漆标本,但均应固定或涂刷在离心筛传动侧墙板外端面的明显位置上。
8.1.3 商标与质址等级标志视具体情况而定,共标志可与共他标志内容合制一个标牌,也可单独制造标牌。但均应固定在离心筛的明显位置上。
8.2 包装
8.2.1 离心筛的包装应符合QB 842. 8的规定。
8.2.2 随机供应下列文件:
.产品合格证;
产品说明书;
装箱单。
8.3 贮 存
产品自装箱日起,舔存放满半年,应开箱检查,必要时应重新采取防锈措施。
产品质t保证
在用户遵守本标准和产U}uu说明书所规定的安装、使川、维护、运输及保管规 则it,条件www.bzfxw.comQB/T 3666一1999下,如用户自制造厂发货日起12个月内,或在此期间内使用未满6个月,产品因制造质量不良而发生损坏或不能正常工作者,制造厂负责包修、包换、包退 (易损件除外)。


 137-1195-2380
137-1195-2380



